Manipulator Controlling Device of Small Injection Molding Machines
In recent years, with the rapid development of automation technology and computer technology, traditional industries are undergoing a period of renewal. As a product of the development of science and technology, the industrial manipulator has become popular automation equipment. Its main advantage lies in that it completes mechanized movement through program control, without the design of intelligent algorithm, perfectly replacing the repeated mechanized labor of human beings, effectively reducing the production cost, and meeting the requirements of intelligence in the direction of modern industrialization and adaptability of scene application. The injection molding industry, as one of the fastest-growing industries in the current machinery manufacturing industry, puts forward higher requirements for the intelligent and fast performance of the production workshop. The development of manipulators is undoubtedly an important guarantee for enterprises to take advantage of market competition. It can not only accelerate the process of automated production, but also guarantee the performance of injection molding products, and at the same time ensure injection molding production.
Industry efficiency has increased steadily. Therefore, in view of the continuous development of the injection molding industry, this article designed a manipulator control device for a small injection molding machine, which can perfectly simulate the uninterrupted repetitive work of human arms, and replace humans to complete the picking operation to realize the automatic production of the injection molding machine. This device has important guiding significance for promoting the development of the injection molding industry and the development of traditional industries.
1. Detection system
1.1 Introduction of the manipulator device
The device consists of a workbench, a base and a manipulator. Among them, the manipulator is mainly composed of lifting rods, telescopic rods, telescopic stepping motors, lifting stepping motors and vacuum sucker devices. The vacuum sucker device mainly consists of air pumps, electromagnetic valves, vacuum generators, mufflers and vacuum suckers. The schematic diagram of the small manipulator device is shown in Figure 1.
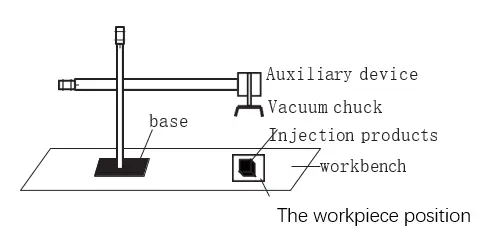
Fig.1 Schematic diagram of the small manipulator
1.2 Design principle and hardware selection of manipulator control system
The working principle of the manipulator control system:
Firstly, according to the preset position of the workpiece, the position of the manipulator base and the distance of the present position of the production line, the MCU determines the distance of the manipulator's stretching and lifting.
Secondly, the single-chip microcomputer controls the telescopic stepping motor and the lifting stepping motor to keep the sucker at a safe distance from the position of the workpiece and starts the electromagnetic valve to complete the suction of the workpiece.
Finally, the MCU controls the telescopic stepping motor and the lifting stepping motor to move the workpiece to the preset position of the production line.
After the manipulator control system is designed, the corresponding hardware selection is carried out. Hardware selection mainly includes a single-chip microcomputer, stepping motor, electromagnetic valve, vacuum generator and suction cup. Select STC89C52 series, which is a new generation of high-speed and low-power MCU based on 8051 kernels. It has a simplified instruction set structure of 8051CPU, and the actual working frequency can reach 48 MHz. It takes a short time to download user programs through a serial port, which can meet the requirements of this system for controlling the on-off of stepping motors and solenoid valves. Choose 42BYG34-401A plug-in stepping motor, which has the advantages of large torque distance, small self-inductance reactance, good response, low noise, stable output and long-term carrying. At the same time, the TB6600 driver can be used to control its corresponding operation to meet the demand of the manipulator control system. The selection of vacuum generators mainly considers three parameters: compressed air flow, vacuuming flow and vacuum degree. Considering that the material of the workpiece in the laboratory is polylactic acid, the vacuum generator with higher suction cup pressure per unit area is selected. The type selection of suction cup mainly considers the shape of the device, and the flat suction cup with high positioning accuracy, good stability and high suction force is selected in combination with the cube of the workpiece.
1.3 Introduction of workflow and controlling principles
After the system is started, the single-chip microcomputer will be started first. According to the preset position relationship, the single-chip microcomputer controls the stepping motor driver through pulse signals, and the stepping motor driver controls the lifting motor to lift the mechanical arm. After lifting to the preset position, the telescopic motor is controlled to move the mechanical arm above the position of the workpiece, and then the lifting motor is controlled to move the mechanical arm down to a safe position. Then the single-chip microcomputer controls the vacuum chuck to be electrified to suck out the workpiece, so as to complete the suction of the workpiece. Secondly, the single-chip microcomputer controls the lifting stepping motor to raise the mechanical arm to a safe distance, controlling the telescopic motor to convey the workpiece to the preset position of the production line, and controlling the lifting motor to lower the workpiece to a safe distance and then controlling the solenoid valve to be powered off by the single-chip microcomputer to release the workpiece, thus completing one-time workpiece grabbing. In the above system work, the single-chip microcomputer controls the stepper motor driver through pulse signals, and the driver further controls the rotation direction and angle of the stepper motor. The single-chip microcomputer controls the on-off of the solenoid valve to realize the grasping and releasing of the workpiece by vacuum chuck.
2. Experimental design
Firstly, the MCU program is written according to the workflow, and then the initial debugging of the program is carried out to complete the successful extraction and release of the workpiece. In order to verify the integrity of the program and the reliability of the system construction, many different experiments are needed. In order to ensure the safety and reliability of the manipulator, this work designed three groups of workpieces of different quality and sizes for experiments, and 400 groups of experiments were conducted for the three groups of workpieces, which ensured the reliability of the system through a large number of experimental data.
3. Results and discussion
From Experiment 1 to Experiment 3, it can be seen that the success rate and failure rate of the first group of experiments were 98.5% and 1.5%, respectively. The success rate of the second group was 96.8% and the failure rate was 3.2%. The success rate of the third group was 94.5% and the failure rate was 5.5%. This shows that the success rate of experiments on low-quality workpieces is relatively high. With the increase of the volume and quality of workpieces, the success rate is relatively low, and the third group of data has been adjusted under the condition that the success rate of the first two times is too low. After adjustment, the two groups of data show that the success rate is 94.5%. Therefore, when the manipulator sucks and releases different workpieces, it is necessary to adjust the corresponding programs. In the actual factory environment, it is also necessary to set fixed programs for different workpieces.
Operating conditions of 1st set of experiments
Time periods: 8:00—10:00
Number of groups: 100
Succeeding times: 99
Failures times: 1
Time periods: 10:00—12:00
Number of groups: 100
Succeeding times: 98
Failures times: 2
Time periods: 12:00—14:00
Number of groups: 100
Succeeding times: 98
Failures times: 2
Time periods: 14:00—16:00
Number of groups: 100
Succeeding times: 99
Failures times: 1
Note: The workpiece size is 6 cm×5 cm×4 cm; the mass is 550g.
Operating conditions of 2nd set of experiments
Time periods: 8:00—10:00
Number of groups: 100
Succeeding times: 97
Failures times: 3
Time periods: 10:00—12:00
Number of groups: 100
Succeeding times: 98
Failures times: 2
Time periods: 12:00—14:00
Number of groups: 100
Succeeding times: 96
Failures times: 4
Time periods: 14:00—16:00
Number of groups: 100
Succeeding times: 96
Failures times: 4
Note: The workpiece size is 7 cm×5 cm×6 cm; the mass is 1.2kg.
Operating conditions of 3rd set of experiments
Time periods: 8:00—10:00
Number of groups: 100
Succeeding times: 93
Failures times: 7
Time periods: 10:00—12:00
Number of groups: 100
Succeeding times: 92
Failures times: 8
Time periods: 12:00—14:00
Number of groups: 100
Succeeding times: 96
Failures times: 4
Time periods: 14:00—16:00
Number of groups: 100
Succeeding times: 97
Failures times: 3
Note: The workpiece size is 8 cm×6 cm×6 cm; the mass is 1.8kg.
4. Conclusion
A) Program adjustment is made for different workpieces, and the success rate of the manipulator can reach over 94.0%, which meets the design requirements of the manipulator.
B) The robot device of small injection molding machines based on a single-chip microcomputer can accurately extract and transfer the target workpiece to the target position, which promotes the rapid development of the injection molding industry and has certain research significance for the development of traditional industries.
Industry efficiency has increased steadily. Therefore, in view of the continuous development of the injection molding industry, this article designed a manipulator control device for a small injection molding machine, which can perfectly simulate the uninterrupted repetitive work of human arms, and replace humans to complete the picking operation to realize the automatic production of the injection molding machine. This device has important guiding significance for promoting the development of the injection molding industry and the development of traditional industries.
1. Detection system
1.1 Introduction of the manipulator device
The device consists of a workbench, a base and a manipulator. Among them, the manipulator is mainly composed of lifting rods, telescopic rods, telescopic stepping motors, lifting stepping motors and vacuum sucker devices. The vacuum sucker device mainly consists of air pumps, electromagnetic valves, vacuum generators, mufflers and vacuum suckers. The schematic diagram of the small manipulator device is shown in Figure 1.
Fig.1 Schematic diagram of the small manipulator
1.2 Design principle and hardware selection of manipulator control system
The working principle of the manipulator control system:
Firstly, according to the preset position of the workpiece, the position of the manipulator base and the distance of the present position of the production line, the MCU determines the distance of the manipulator's stretching and lifting.
Secondly, the single-chip microcomputer controls the telescopic stepping motor and the lifting stepping motor to keep the sucker at a safe distance from the position of the workpiece and starts the electromagnetic valve to complete the suction of the workpiece.
Finally, the MCU controls the telescopic stepping motor and the lifting stepping motor to move the workpiece to the preset position of the production line.
After the manipulator control system is designed, the corresponding hardware selection is carried out. Hardware selection mainly includes a single-chip microcomputer, stepping motor, electromagnetic valve, vacuum generator and suction cup. Select STC89C52 series, which is a new generation of high-speed and low-power MCU based on 8051 kernels. It has a simplified instruction set structure of 8051CPU, and the actual working frequency can reach 48 MHz. It takes a short time to download user programs through a serial port, which can meet the requirements of this system for controlling the on-off of stepping motors and solenoid valves. Choose 42BYG34-401A plug-in stepping motor, which has the advantages of large torque distance, small self-inductance reactance, good response, low noise, stable output and long-term carrying. At the same time, the TB6600 driver can be used to control its corresponding operation to meet the demand of the manipulator control system. The selection of vacuum generators mainly considers three parameters: compressed air flow, vacuuming flow and vacuum degree. Considering that the material of the workpiece in the laboratory is polylactic acid, the vacuum generator with higher suction cup pressure per unit area is selected. The type selection of suction cup mainly considers the shape of the device, and the flat suction cup with high positioning accuracy, good stability and high suction force is selected in combination with the cube of the workpiece.
1.3 Introduction of workflow and controlling principles
After the system is started, the single-chip microcomputer will be started first. According to the preset position relationship, the single-chip microcomputer controls the stepping motor driver through pulse signals, and the stepping motor driver controls the lifting motor to lift the mechanical arm. After lifting to the preset position, the telescopic motor is controlled to move the mechanical arm above the position of the workpiece, and then the lifting motor is controlled to move the mechanical arm down to a safe position. Then the single-chip microcomputer controls the vacuum chuck to be electrified to suck out the workpiece, so as to complete the suction of the workpiece. Secondly, the single-chip microcomputer controls the lifting stepping motor to raise the mechanical arm to a safe distance, controlling the telescopic motor to convey the workpiece to the preset position of the production line, and controlling the lifting motor to lower the workpiece to a safe distance and then controlling the solenoid valve to be powered off by the single-chip microcomputer to release the workpiece, thus completing one-time workpiece grabbing. In the above system work, the single-chip microcomputer controls the stepper motor driver through pulse signals, and the driver further controls the rotation direction and angle of the stepper motor. The single-chip microcomputer controls the on-off of the solenoid valve to realize the grasping and releasing of the workpiece by vacuum chuck.
2. Experimental design
Firstly, the MCU program is written according to the workflow, and then the initial debugging of the program is carried out to complete the successful extraction and release of the workpiece. In order to verify the integrity of the program and the reliability of the system construction, many different experiments are needed. In order to ensure the safety and reliability of the manipulator, this work designed three groups of workpieces of different quality and sizes for experiments, and 400 groups of experiments were conducted for the three groups of workpieces, which ensured the reliability of the system through a large number of experimental data.
3. Results and discussion
From Experiment 1 to Experiment 3, it can be seen that the success rate and failure rate of the first group of experiments were 98.5% and 1.5%, respectively. The success rate of the second group was 96.8% and the failure rate was 3.2%. The success rate of the third group was 94.5% and the failure rate was 5.5%. This shows that the success rate of experiments on low-quality workpieces is relatively high. With the increase of the volume and quality of workpieces, the success rate is relatively low, and the third group of data has been adjusted under the condition that the success rate of the first two times is too low. After adjustment, the two groups of data show that the success rate is 94.5%. Therefore, when the manipulator sucks and releases different workpieces, it is necessary to adjust the corresponding programs. In the actual factory environment, it is also necessary to set fixed programs for different workpieces.
Operating conditions of 1st set of experiments
Time periods: 8:00—10:00
Number of groups: 100
Succeeding times: 99
Failures times: 1
Time periods: 10:00—12:00
Number of groups: 100
Succeeding times: 98
Failures times: 2
Time periods: 12:00—14:00
Number of groups: 100
Succeeding times: 98
Failures times: 2
Time periods: 14:00—16:00
Number of groups: 100
Succeeding times: 99
Failures times: 1
Note: The workpiece size is 6 cm×5 cm×4 cm; the mass is 550g.
Operating conditions of 2nd set of experiments
Time periods: 8:00—10:00
Number of groups: 100
Succeeding times: 97
Failures times: 3
Time periods: 10:00—12:00
Number of groups: 100
Succeeding times: 98
Failures times: 2
Time periods: 12:00—14:00
Number of groups: 100
Succeeding times: 96
Failures times: 4
Time periods: 14:00—16:00
Number of groups: 100
Succeeding times: 96
Failures times: 4
Note: The workpiece size is 7 cm×5 cm×6 cm; the mass is 1.2kg.
Operating conditions of 3rd set of experiments
Time periods: 8:00—10:00
Number of groups: 100
Succeeding times: 93
Failures times: 7
Time periods: 10:00—12:00
Number of groups: 100
Succeeding times: 92
Failures times: 8
Time periods: 12:00—14:00
Number of groups: 100
Succeeding times: 96
Failures times: 4
Time periods: 14:00—16:00
Number of groups: 100
Succeeding times: 97
Failures times: 3
Note: The workpiece size is 8 cm×6 cm×6 cm; the mass is 1.8kg.
4. Conclusion
A) Program adjustment is made for different workpieces, and the success rate of the manipulator can reach over 94.0%, which meets the design requirements of the manipulator.
B) The robot device of small injection molding machines based on a single-chip microcomputer can accurately extract and transfer the target workpiece to the target position, which promotes the rapid development of the injection molding industry and has certain research significance for the development of traditional industries.